
如何为SLA 3D打印设计模型零件
SLA光固化3D打印机使用激光非常精确地固化光敏树脂,从而使设计人员可以创建复杂,细节丰富的模型。与所有其他3D打印过程一样,SLA也是从3D模型开始,该模型是要打印的三维对象的数字表示。
在将3D模型导出为STL文件进行3D打印之前,通常会使用计算机辅助设计软件创建SLA模型,良好打印的要求之一是针对3D打印进行了优化的精心设计的模型。
博瑞展整理了一些常规技术和成熟的方法可以为您提供实用的SLA设计。在本文中,我们想探索这些技术和方法。
由于SLA3d打印机具有不同的规格和功能,因此我们将使用行业专家的标准数据,包括3D打印机厂家和3D打印服务公司。作为设计师,期望与这些数字略有不同。
镂空件如何设计
打印实心产品零件会增加所需材料的数量,从而增加成本,并且只有在部件功能正常时才应考虑。这就是为什么抽空是SLA3D打印中的常见做法,它节省了材料和时间。
我们必须做相关处理,否则空心化会导致未固化的树脂滞留在打印产品内部。
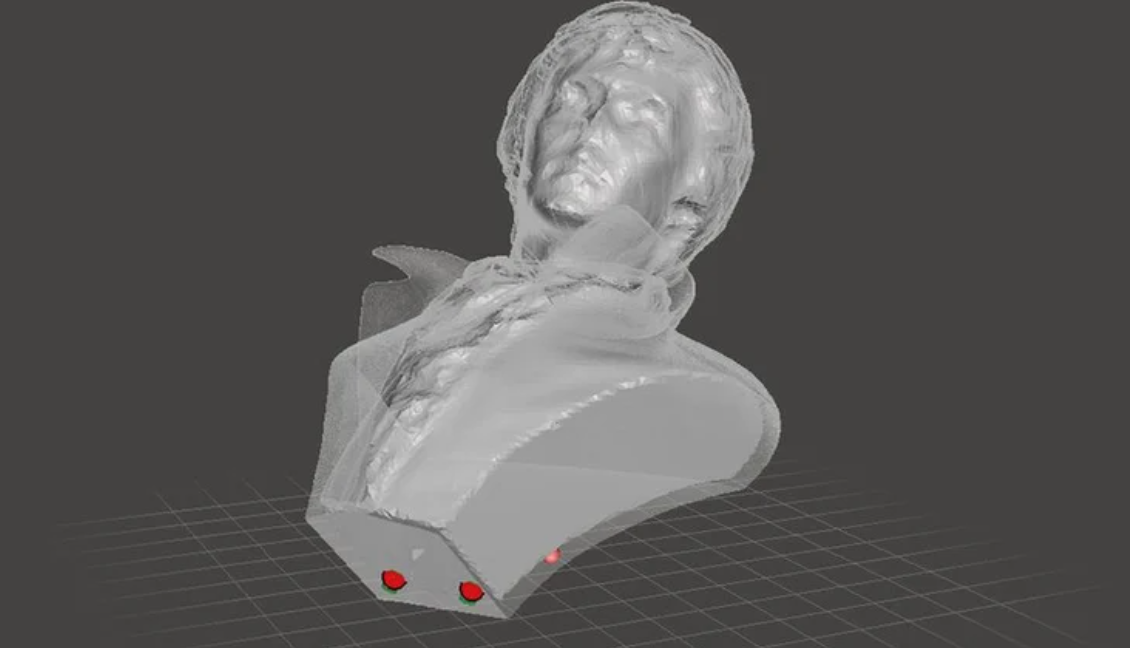
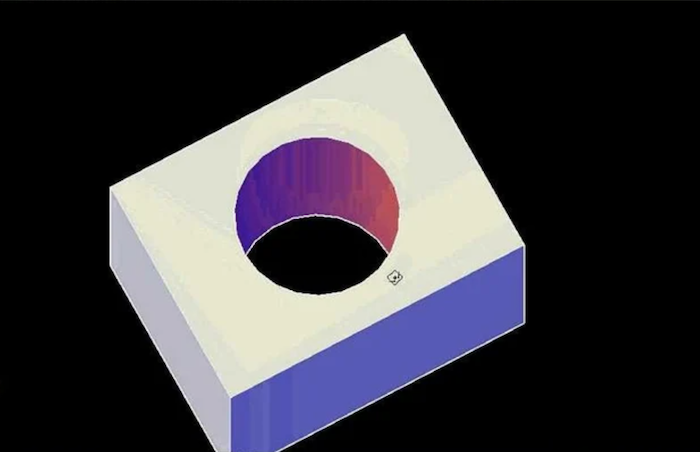
解决方案:在模型中添加排水孔。
排水孔通常放置在工件的底部。除了充当多余树脂的出口外,孔还可以确保模型壁两边的液体压力相等。排水孔的位置通常取决于打印方向。
根据博瑞展工程师建议,排水孔直径应大于3.5毫米。否则,零件内部将残留树脂,甚至导致产品破裂。
3D打印壁厚设置
壁厚在3D打印过程中有很多影响:
首先,壁厚太厚将导致使用更多的树脂,这增加了打印成本。
其次,如果壁厚不均匀,则与材料较多的较厚部分相比,材料较少的较薄部分趋向于收缩较少且将停止收缩,将导致翘曲和破裂。
最后,无支撑的面可能会分离或翘曲。
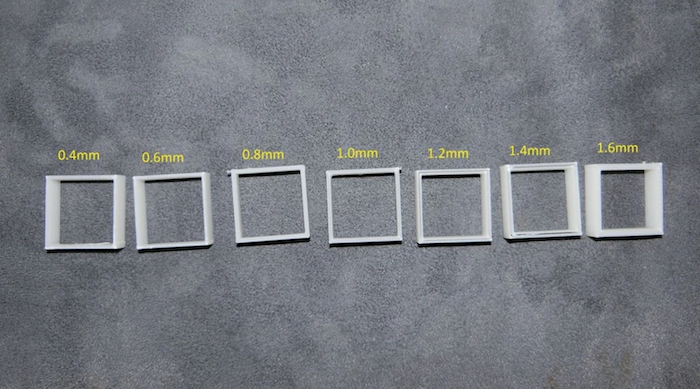
解决方案1:保持壁厚要薄。
壁越薄,物体的重量就越轻,零件使用的树脂就越少,这更具成本效益。这对于自下而上的SLA 3D打印尤为重要,在SLA 3D打印中,打印的零件上下颠倒并受到重力的作用。
但是也要确保您的墙壁不太薄,否则会使打印的部分更脆弱。这些壁在不到两个侧面上与其余部分相连,因此很可能会分离或翘曲。建议这些类型的墙和圆角底座的厚度至少为1.5 mm。
解决方案2: 保持墙壁均匀。
为了避免裂纹和翘曲,请保持壁厚均匀一致。如果由于设计限制不可能有均匀的墙,请确保壁厚的变化尽可能均匀。
悬空
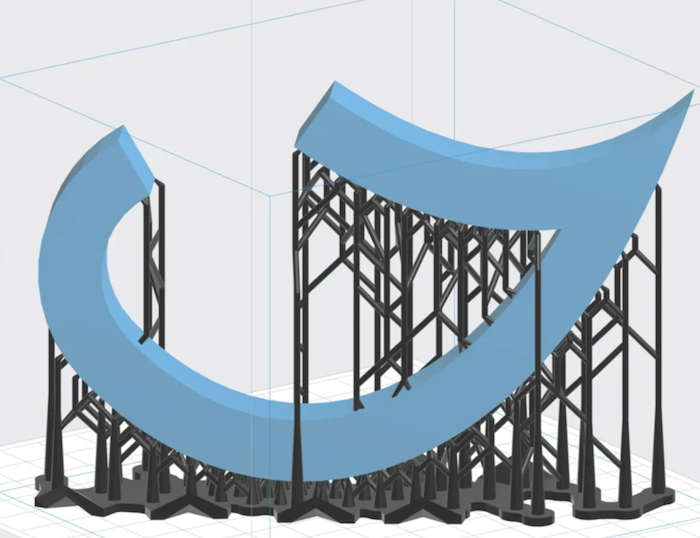
在SLA3D打印中,当模型缺乏足够的支撑结构时,悬空成为一个问题。实际上,如果没有足够的支撑结构,除非满足某些要求,否则无法打印悬空物。
解决方案1: 支撑悬垂度小于19度。
如果有任何机会需要在没有支撑的情况下进行打印,则任何不受支撑的悬垂都必须与水平方向至少成19° 。小于19°的打印将导致剥离过程中的突出部分折断。
解决方案2:支撑悬垂超过1毫米。
博瑞展建议**不支持的突出长度为1.0毫米。超出此范围的任何东西都会轻微变形,并且变形会随着长度的增加而增加。
小孔
较小的孔(直径小于0.635毫米)始终很难打印,因为在打印过程中它们可能会封闭。
解决方案1:坚持最小直径。
建议最小孔径为0.5毫米,并确保在打印过程中X,Y和Z轴上小于0.5毫米的任何东西都可能闭合。
解决方案2:手动打孔。
您可以考虑使用钻头手动制作孔,而不是在设计中加入孔。这样可以避免打孔不当而感到沮丧。
内螺纹
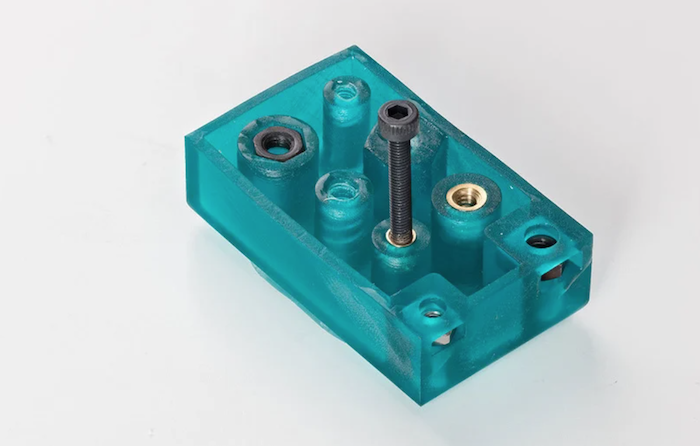
SLA3D打印零件具有分辨率公差,并且容易损坏。这样,SLA打印的螺纹将几乎没有甚至没有拉出强度,这意味着螺纹部分几乎不会受力。因此,拉出紧固件很容易。
解决方案:使用螺纹嵌件而不是内螺纹。
由于SLA3d打印可能比较忙,因此请避免设计内螺纹,而应使用螺纹嵌件。
压纹
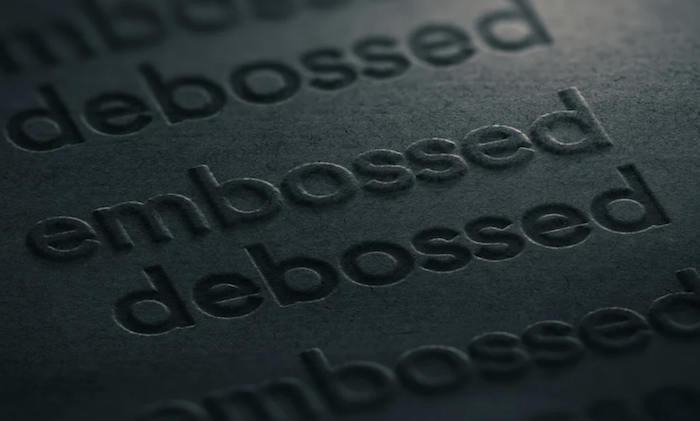
为了使您的文字或其他细部可见(凹陷或浮雕),您必须达到最小的高度和宽度。如果设计的测量值低于最小值,将使该部件无法打印,这是常见的问题,当您需要非常小的细节时。
解决方案:遵守某些最小值。
博瑞展建议任何压纹细节的厚度和高度为0.1 mm。少了什么都不可见。在此,粗细是指例如以字母表示的线的粗细,而高度是指距背景表面的距离。
对于凹陷的 细节(包括文字),Formlabs建议厚度和高度为0.4毫米。否则,在打印过程中,凹陷的细节可能会与3d打印模型制作的其余部分融合在一起。在另一方面,建议的0.5mm的深度和两个凹陷或浮雕文字的0.5毫米厚度线。
齿轮
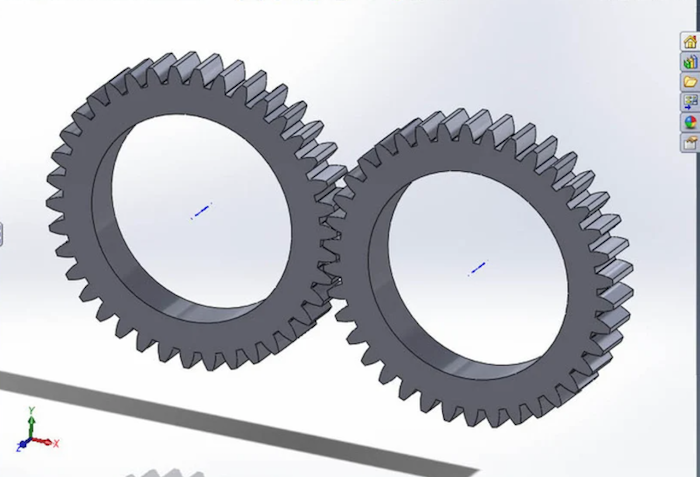
如果您高估或低估了间隙,则互锁零件之间的空间可能太大或很小。(间隙是两个运动表面(例如齿轮)之间的距离。)最后,相关零件将不会按预期运动。
解决方案: 不要高估或低估设计中的间隙。
Formlabs建议模型的任何两个运动部件之间的最小间隙为0.5 mm。小于0.5毫米的任何东西都可能导致零件熔化。
也就是说,两个部分之间的间隙通常会有所不同。建议活动部件之间的间距为0.5毫米,如果要紧密配合则建议为0.1毫米,而装配连接则为0.2毫米。
桥梁结构
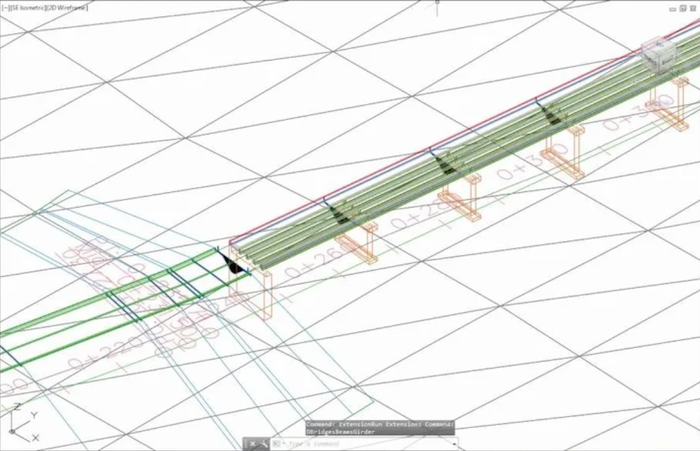
由于较大的z轴接触,宽桥对打印有问题,这增加了在剥离过程中打印失败的机会。
Z轴接触只是已固化零件与底部托板接触的部分。打印件的2D横截面面积越大,可能导致打印件粘在墨槽上的力越大。
解决方案1:减小沿z轴的横截面积。
如果要成功打印,请减小沿z轴的横截面积。例如,如果要打印更宽的桥,则与薄桥相比,您需要将其保持较短。
解决方案2:坚持**桥接长度。
如果桥梁的宽度为5毫米,厚度为3毫米,则Formlabs将水平桥梁的**长度设置为21毫米。当然,这些测量值可能会因打印机而异。
;){kind=link}
;){kind=link}